Die Definition für das Freiformen nach DIN 8583-3 lautet:
Druckumformen mit nicht oder nur teilweise die Form eines Werkstückes enthaltenden, gegeneinander bewegten Werkzeugen. Die Werkstückform entsteht dabei durch freie oder festgelegte Relativbewegung zwischen Werkzeug und Werkstück (kinematische Gestalterzeugung).
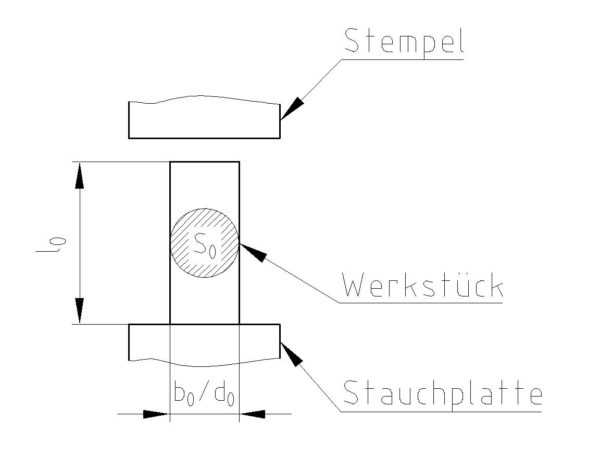
Stauchen
Die Definition für das Stauchen nach DIN 8583-3 lautet:
Freiformen, wobei eine Werkstückabmessung zwischen meist ebenen, parallelen Wirkflächen (Stauchbahnen) vermindert wird. Dabei ist die Stauchbahn stets größer als die gedrückte Werkstückfläche.
Vor dem Stauchen
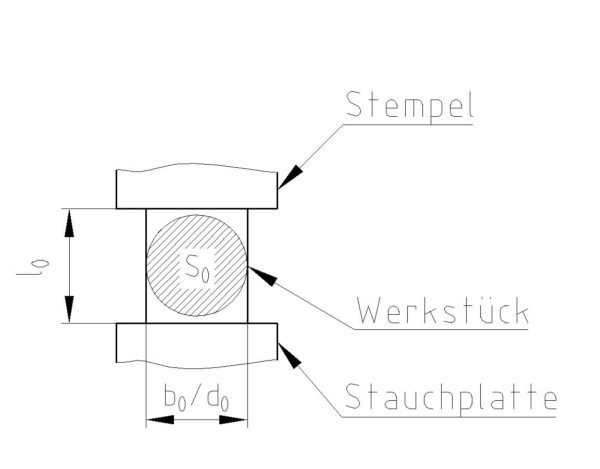
Nach dem Stauchen
Verwendete Formelzeichen
| ε | [%] | bezogene Stauchung |
| ηf | [%] | Formänderungswirkungsgrad |
| ηM | [%] | Maschinenwirkungsgrad |
| µ | Reibwert | |
| φ | [%] | Umformgrad |
| a | [Nmm/mm2] | bezogene spezifische Formänderungsarbeit |
| A0 | [mm2] | Ausgangsquerschnitt |
| A1 | [mm2] | umgeformter Querschnitt |
| b0 | [mm] | Ausgangsbreite |
| b1 | [mm] | Breite am Ende des Stauchens |
| d0 | [mm] | Ausgangsdurchmesser |
| d1 | [mm] | Durchmesser nach dem Umformen |
| F | [N] | Umformkraft |
| Fm | [N] | mittlere Stauchkraft |
| h0 | [mm] | Werkstückdicke vor der Bearbeitung |
| h1 | [mm] | Werkstückdicke nach der Bearbeitung |
| kf0 | [N/mm2] | Formänderungsfestigkeit vor der Umformung |
| kfE | [N/mm2] | Formänderungsfestigkeit am Ende der Umformung |
| kfm | [N/mm2] | mittlere Formänderungsfestigkeit |
| l | [mm] | Rohlingslänge |
| l0 | [mm] | Ausgangslänge |
| l1 | [mm] | Länge am Ende des Stauchens |
| Pa | [W] | Leistungsbedarf |
| s | Stauchverhältnis | |
| V | [mm3] | an der Umformung beteiligtes Volumen |
| V0 | [mm3] | Volumen des Rohlings |
| V1 | [mm3] | Volumen nach dem Umformen |
| Vd | [mm3] | Volumen des Drahtabschnittes |
| Vk | [mm2] | Volumen der Kugel |
| W | [Nm] | Umformarbeit |
Formeln
Rohlänge
Stauchverhältnis
Stauchungsgrad
Mittlere Stauchkraft
Umformarbeit
Ausgangsdurchmesser
Leistungsbedarf
Mittlere Formänderungsfestigkeit
Volumen des Drahtabschnitts
Volumen der Kugel
Ausgangslänge
bezogene Stauchung

Hallo Nils,
Wie komme ich denn auf die Formel für den Ausgangsdurchmesser? Diese taucht in keiner meiner Formelsammlungen auf. Ich habe auch auf verschiedenen Wegen versucht sie selbst abzuleiten, was mir aber leider nicht gelingt. Vielleicht kannst du mir da weiterhelfen.
Gruß
Jan
Hallo Jan,
entschuldige bitte, dass ich jetzt erst antworte. Die Formel leitet sich aus dem Stauchverhältnis ab. Berücksichtigt man, dass beim Umformen eine Volumenkonstanz herrscht und setzt man z.B. die Dickenveränderung ins Verhältnis so gelangt man zu dieser Formel. Eine genaue Ableitung habe ich jetzt auch nicht parat.