Definition Druckumformen Walzen
Druckumformen Walzen ist ein Fertigungsverfahren für ein stetiges oder schrittweises Druckumformen mit sich drehenden Werkzeugen (Die Walzen). Im Groben wird zwischen drei verschiedenen Walzarten unterschieden:
- Längswalzen
- Querwalzen
- Schrägwalzen
Längswalzen
Beim Längswalzen wird das Werkstück senkrecht zu den Walzachsen ohne Drehung durch den Walzspalt bewegt. Das Werkstück tritt aus den Walzen mit der selben Querschnittsfläche in umgeformter Form (Breite und Höhe) an der anderen Seite wieder aus. Auf diese Weise werden Flach- oder Profilstähle erzeugt.
Querwalzen
Beim Querwalzen rotiert das Werkstück ohne Vorschub zwischen gleichsinnig umlaufenden Walzen um die eigene Achse. Auf diese Weise werden z.B. Ringe oder Gewinde hergestellt. Gewalzte Gewinde haben gegenüber gespanten Gewinden einige Vorteile:
- Wirtschaftlicher
- Durch Umformung verfestigte Gewindeflanken
- Ununterbrochener Faserverlauf
- pressblanke Oberfläche
- erhöhte Dauerfestigkeit
Schrägwalzen
Beim Schrägwalzen sind die Walzen ca. 3-6° zueinander gekreuzt angeordnet. Dadurch entsteht ein Längsvorschub in dem das Werkstück um seine eigene Achse rotiert. Durch Anlageleisten und eine Führungswalze wird das Werkstück im Walzspalt gehalten. Durch die gekreuzte Anordnung und die keglige Form der Walzen wird das Werkstück schraubenförmig über die Stopfenstange bewegt. Durch die Kegelwinkel verengt sich der Walzspalt, was zu einer Stauchung des Materials führt. Die radialen Zugspannungen in Kombination mit dem ständigen Wechsel der Beanspruchungsrichtung führen schließlich zum Aufreißen des Werkstücks in seiner Mitte. Der rotierende Stopfen glättet dann das innere des entstandenen Rohres und bewirkt dabei eine kontrollierbare Wanddicke mit verfestigter Oberfläche.
Walzgerüste
Beim Kaltwalzen kommen Gerüste mit mehreren Walzen zum Einsatz. Die Durchmesser der Arbeitswalzen sind üblicherweise klein dimensioniert, dadurch wird weniger Kraftaufwand benötigt. Durch die geringe Steifigkeit aufgrund der kleinen Durchmesser müssen diese jedoch durch größere Stützwalzen gestützt werden. Außer dem geringeren Kraftaufwand sind auch die Fertigungskosten kleiner dimensionierter Walzen deutlich geringer.
Kraft und Arbeitsbedarf beim Walzen
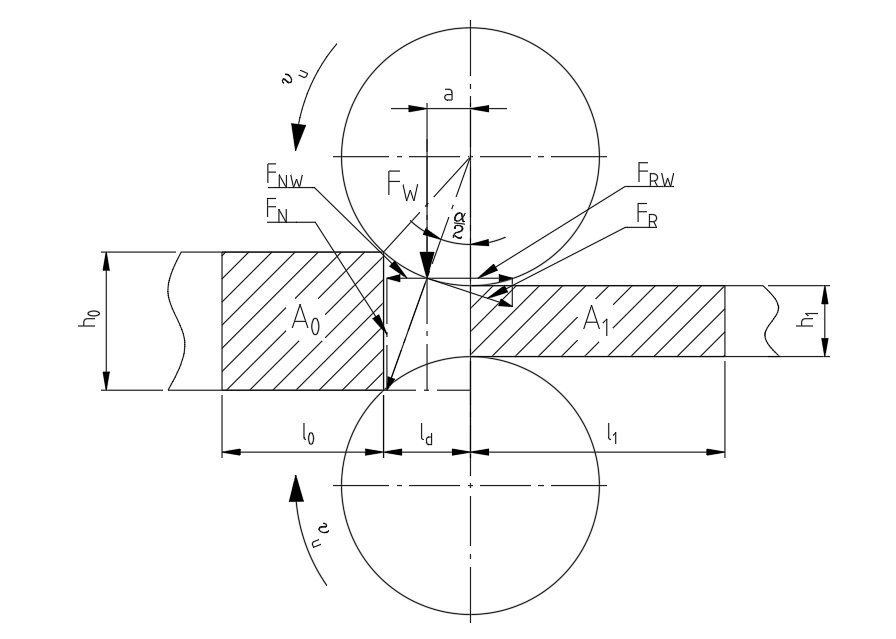
Quelle in Anlehnung an: (Wojahn, Aufgabensammlung Fertigungstechnik)
Verwendete Formelzeichen
| α0 | [°] | Greifwinkel |
| ε | [%] | bezogene Stauchung |
| ηF | [%] | Formänderungswirkungsgrad |
| μ | Reibungszahl | |
| ρ | [°] | Reibungswinkel |
| φ | [%] | Umformgrad |
| ω | [s–1] | Winkelgeschwindigkeit |
| a | [Nmm/mm3] | bezogene Formänderungsarbeit (Diese Information wird meist aus einem Diagramm gewonnen.) |
| A0 | [mm2] | Ausgangsquerschnitt |
| A1 | [mm2] | umgeformter Querschnitt |
| d0 | [mm] | Ausgangsdurchmesser |
| d1 | [mm] | Durchmesser nach dem Umformen |
| F | [N] | Umformkraft |
| Fm | [N] | mittlere Stauchkraft |
| FN | [N] | Normalkraft |
| FNW | [N] | waagerechte Komponente der Normalkraft |
| FR | [N] | Reibkraft |
| FRW | [N] | waagerechte Komponente der Reibkraft |
| h0 | [mm] | Werkstückdicke vor der Bearbeitung |
| h1 | [mm] | Werkstückdicke nach der Bearbeitung |
| Δh | [mm] | maximale Dickenabnahme |
| kf0 | [N/mm2] | Ausgangsformänderungsfestigkeit |
| kfE | [N/mm2] | Endformänderungsfestigkeit |
| kfm | [N/mm2] | mittlere Formänderungsfestigkeit |
| l | [mm] | Walzlänge, Rohlingslänge |
| M | [Nm] | Drehmoment |
| Pa | [kW] | Antriebsleistung |
| r | [mm] | Walzenradius |
| s | Stauchverhältnis | |
| T(ϑ ) | [°] | Temperatur des Walzgutes |
| ν | [m/s] | Walzengeschwindigkeit |
| V | [mm3] | umgeformtes Volumen |
| V0 | [mm3] | Volumen des Rohlings |
| W | [Nm] | Umformarbeit |
Formeln
Umformgrad
Mittlere Formänderungsfestigkeit
Umformkraft
Umformarbeit
Drehmoment je Walze
Antriebsleistung
Waagerechte Komponente der Normalkraft
Waagrerechte Komponente der Reibkraft
Reibungszahl beim Warmwalzen (700 °C – 1200 °C)
Reibkraft
Maximale Dickenabnahme
Druckwalzbedingung

Hallo Nils,
hast du die Zeichnung selber angefertigt, oder aus welcher Literatur ist die entnommen? Müsste die Normalkraft nicht in Richtung des Walzenmittelpunktes und senkrecht zur Reibkraft wirken?
BG Erik
Hallo Eric,
ja ich habe die Zeichnung selber angefertigt. Da hat sich wohl ein Fehler eingeschlichen. Du hast natürlich recht, die Normalkraft wirkt wie jede andere auch orthogonal von der Walze auf das Werkstück. Angelehnt ist die Zeichnung aus dem Buch Aufgabensammlung Fertigungstechnik Danke für die Anmerkung!
Hallo,
findet beim Längswalzen keine änderung der Breite des Bleches statt??
BG Eric
Hallo Eric,
entschuldige das ich jetzt erst antworte. Manchmal werden die Emails meiner eigenen Website gefiltert…
Doch es findet auch eine Veränderung der Breite statt. Ich werde es in die Beschreibung mit aufnehmen. Danke die Anregung.
hiiiiiii
Nils dein Information war gut
Wir haben bekommen 1 auf Schule
Ich mich bedanke sehr
Liebe Grüße
Mohammed