Beim Autogenschweißen werden Werkstoffe unter Einwirkung einer Brenngas-Sauerstoff-Flamme oder einer Brenngas-Luft-Flamme geschweißt. Schweißgase sind dabei alle in der Autogentechnik eingesetzten Brenngase sowie reiner Sauerstoff.
Schweißgase
Die Zusammensetzung der Schweißgase, kann im Periodensystem der Elemente nachgesehen werden. Hier möchte ich nur auf die Eigenschaften im Bezug auf das Schweißen eingehen.
Acetylen C2H2

Acetylen kann als Brenngas bei allen Autogenverfahren eingesetzt werden. Acetylen erzeugt eine hohe Flammentemperatur und eine hohe Flammenleistung. Mit Acetylen ist eine konzentrierte Wärmeeinbringung möglich.
Unter hohem Druck zerfällt Acetylen in seine Bestandteile. Der maximal zulässige Überdruck beträgt 1,5 bar. Aus diesem Grund wird Acetylen in speziellen Gasflaschen gelagert, die eine poröse Masse enthalten um einen möglichen Zerfall zu verhindern. Auch bei erhöhten Temperaturverhältnissen droht ein Zerfall in seine Bestandteile.
Die maximale Entnahmemenge für den Dauerbetrieb beträgt 700 l/h wird die maximal zulässige Entnahmemenge überschritten, kann das Lösungsmittel das Acetylen nicht schnell genug freigeben. Es wird aus der Flasche gesaugt und beschädigt den Druckminderer, die Sicherheitseinrichtungen und den Brenngasschlauch.
Wird eine größere Menge benötigt, werden Flaschenbündel eingesetzt.
Der Druckminderer hat die Aufgabe den Gasdruck unabhängig vom Flaschenfülldruck und der entnommenen Gasmenge konstant zu halten.
Bei Acetylenüberschuss zeigt die Flamme einen gelblich-weißen inneren Kegel.
Sauerstoff O2

Bei Kontakt von Sauerstoff mit Ölen und Fetten kann es schon bei relativ niedrigen Konzentrationen zu explosionsartigen Selbstentzündungen kommen. Daher dürfen Gewinde an Ventilen von Sauerstoffflaschen auch niemals geschmiert werden. Sauerstoff wird bei 200 – 300 bar Fülldruck in Flaschen gelagert.
Die maximale Entnahmemenge ist abhängig von der Flaschengröße und der maximalen Durchflussmenge des Druckminderers. Zu hohe Entnahmemengen können zu Vereisungen am Druckminderer führen.
Sauerstoffventile sind langsam zu öffnen, da es aufgrund des Druckstoßes sonst zu einem Ausbrennen des Druckminderers kommen kann.
Acetylen-Sauerstoff-Flamme
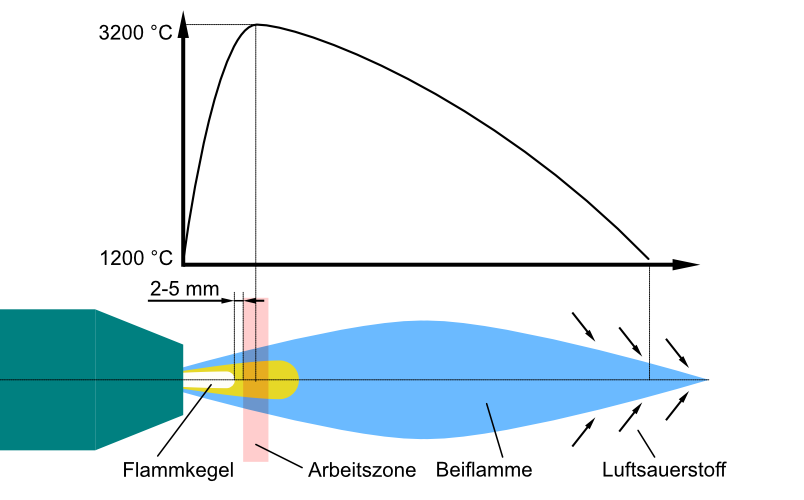
Beim Zünden des Gasgemisches, welches aus der Brennerdüse strömt entsteht die Flamme. Die Flamme besteht aus dem heißen Flammenkegel und der weniger heißen Beiflamme. In einem Abstand von ca. 2-5 mm vom Kegel werden dabei Temperaturen von bis zu 3200 °C erreicht. Durch die Flamme werden sowohl die Verbindungsflächen aufgeschmolzen, als auch das Schweißbad vor schädlichen Lufteinflüssen geschützt.
Einstellen der Flamme
Als „normale Flamme“ wird beim Schweißen von Eisenwerkstoffen ein Acetylen-Sauerstoff Verhältnis von 1:1 verwendet. Wird mehr Acetylen verwendet so wirkt dies aufkohlend, wodurch eine Härtung an der Schweißstelle entsteht. Ist der Sauerstoffanteil höher kommt es zu einer Oxidation. Durch Einstellen der Gasmenge kommt es entweder zu einer weichen oder harten Flamme.
Druckminderer
Die Druckminderer an Gasflaschen sind nach DIN EN ISO 2503 genormt. Sie sollen den Druck in der Flasche auf den nötigen Arbeitsdruck reduzieren und ihn während der Entnahme konstant halten.

Wird die Einstellschraube gedreht drückt die Einstellfeder den Ventilstift und das Membran nach oben und das Gas kann in die Zwischenkammer strömen. Je nachdem wie weit die Schraube gedreht wird, kann mehr oder weniger Gas strömen. Dadurch wird der Arbeitsdruck eingestellt.
An die Druckminderer sind je nach Gasart verschiedene Anforderungen geknüpft.
- Sauerstoff-Druckminderer müssen vor Ausbrennen geschützt sein. Es dürfen keine Öle/Fette an den Teilen sein.
- Acetylen-Druckminderer sind so herzustellen, dass ein maximaler Hinterdruck von 1,5 bar nicht überschritten werden kann.
- Allgemein müssen Druckminderer mit einem Schmutzfilter versehen sein.
Beim Arbeiten mit Druckminderern sind ein paar wesentliche Dinge zu beachten.
- Vor dem Anschließen an die Gasflasche sind die Anschlüsse auf Verunreinigungen zu prüfen und ggf. diese mit Druckluft zu entfernen.
- Die Dichtungen sind auf Beschädigungen zu überprüfen.
- Ist der Druckminderer außer Betrieb, muss die Einstellschraube spannungsfrei eingestellt sein.
- Bei Dichtheitsprüfungen ist Lecksuchspray einzusetzen. Bei Sauerstoffflaschen ist darauf zu achten, dass diese kein Fett enthalten.
Schweißbrenner
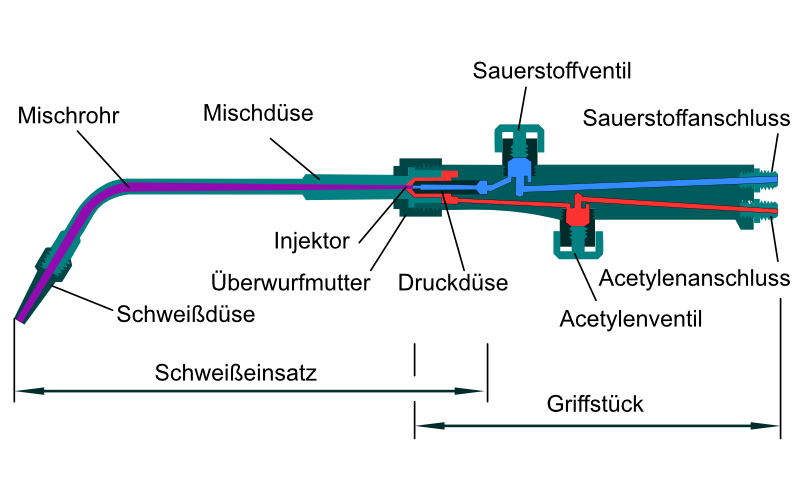
Der Schweißbrenner besteht aus zwei Baueinheiten. Dem Griffstück, dass die Anschlüsse und Ventile für Brenngas und Sauerstoff enthält, sowie dem Schweißeinsatz mit Düse, Mischrohr, Injektor und Druckdüse. Die Baugruppen werden über die Überwurfmutter miteinander verbunden.
Fehlfunktionen
Abknallen
- Merkmal: Knallendes Geräusch, explosionsartiges Verspritzen des Schmelzbades.
- Ursache: Flamme zu klein eingestellt. Brennerspitze ausgeweitet
- Verhalten: Flamme größer einstellen, Brennerspitze austauschen.
Rückzündung
- Merkmal: schlagartiges Verlöschen der Flamme, schrilles Pfeifen, starke Erwärmung des Schweißeinsatzes
- Ursache: lockere Schweißdüse, zu starke Erwärmung des Schweißeinsatzes, mehrere Abknaller in Folge
- Verhalten: Ventile am Brenner schließen und Brenner abkühlen lassen
Flammenrückschlag
- Merkmal: lauter explosionsartiger Knall, zerbersten des Acetylenschlauches an mehreren Stellen, eigenartiger Geruch
- Ursache: starke Reduzierung der Strömungsgeschwindigkeit, fortdauernde Rückzündungen, undichte Verbindungen zwischen Griffstück und Schweißeinsatz
- Verhalten: Sofort die Flaschenventile an Brenngas und Sauerstoff. Druckminderer an Acetylenflasche abbauen und Flasche prüfen.
Schweißprozess
Beim Autogenschweißen wird durch das Mischen von Acetylen und Sauerstoff in einem Mischungsverhältnis von 1:1 eine Flamme erzeugt. Das Acetylen wird beim Austritt aus der Düse gezündet und mit Hilfe des Sauerstoffs aus der Flasche und der Umgebungsluft verbrannt. Die maximale Flammtemperatur beträgt ca. 3200 °C. Zusätzlich wird ein Schweißzusatzwerkstoff verwendet.
Autogenschweißen wird üblicherweise verwendet:
- zum Schweißen von Blechen und Rohren aus unlegiertem Stahl bis ca. 5 mm
- zum Reparaturschweißen
- Im Rohrleitungsbau / Installationsbereich
Arbeitstechniken
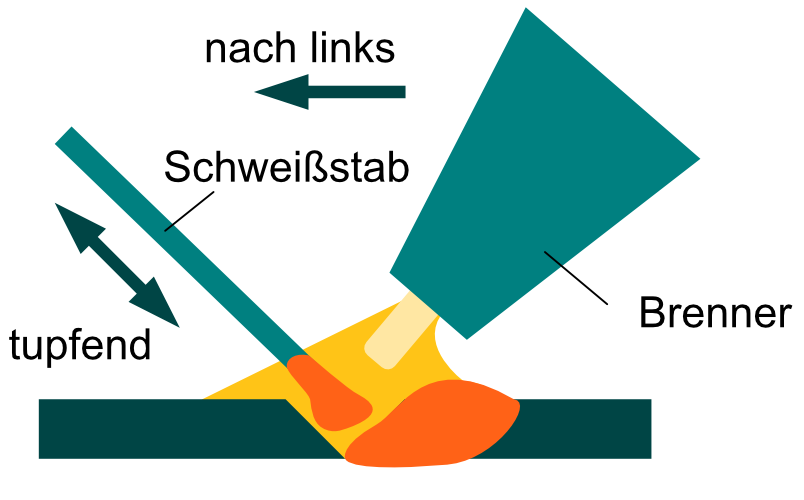
Nachlinksschweißen
Bein Nachlinksschweißen wird der Schweißbrenner gradlinig geführt und der Schweißstab tupfend bewegt. Der Brenner folgt dem Schweißstab.
Vorteile
- Glatte oder nur leicht geschuppte Nahtoberfläche
- günstiger Einsatz bis 3 mm Werkstückdicke
Nachteile
- leicht verlaufendes Schmelzbad
- schlecht kontrollierbares Durchschweißen
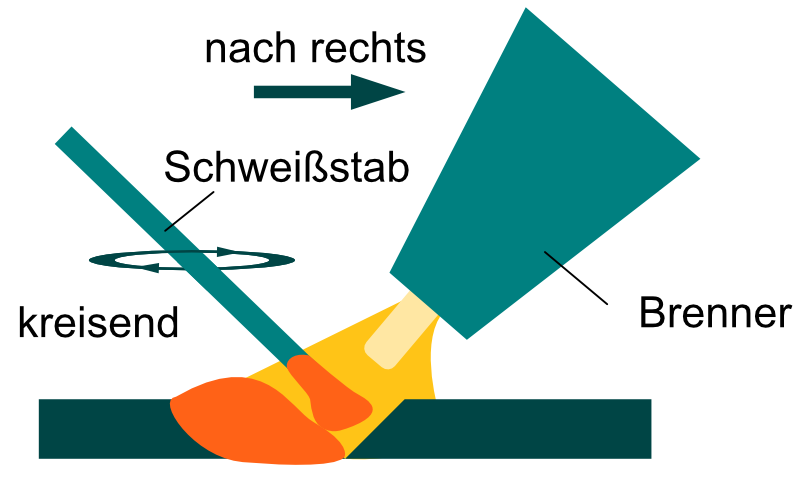
Nachrechtsschweißen
Den Brenner gradlinig führen und den Schweißstab kreisend bewegen. Der Schweißstab folgt dem Brenner.
Vorteile
- gezielte Wärmeeinbringung
- sicheres Durchschweißen
- geringe Abkühlgeschwindigkeit
Nachteile
- unter 3 mm schwierig anzuwenden
- hohe Anforderung an die Fähigkeiten des Schweißers
