Methoden der Materialbedarfsplanung

Es gibt folgende Methoden in der Materialbedarfsplanung.
Deterministische Materialbedarfsplanung
- anhand von Stücklisten, Teileverwendungsnachweisen
- Verwendung von Fertigungsprogrammen und Arbeitsplänen
- anderen Produktdaten wie z.B. CAD Modellen
Stochastische Bedarfsplanung
- anhand von Bedarfsstatistiken / Prognosen
- Daten aus der Vergangenheit
- analytische Vorhersagemethoden
Heuristische Bedarfsplanung
- anhand Schätzungen
- keine Ausgangsdaten vorhanden
- Primär-, Sekundär- und Tertiärbedarf werden subjektiv geschätzt. z.B. durch Mitarbeiter oder Experten
Materialdisposition
plangesteuerte Bedarfsermittlung
Die plangesteuerte Bedarfsermittlung ist ziemlich genau, aber auch aufwändig und wird somit fast nur für A-Teile benutzt.
Die plangesteuerte Bedarfsermittlung findet an der geplanten Produktionsmenge verkaufsfähiger Enderzeugnisse statt. Dies wird als Primärbedarf bezeichnet. Um Enderzeugnisse zu produzieren und somit den Primärbedarf zu decken werden Komponenten benötigt, dies ist der Bruttosekundärbedarf. Doch dieser muss nicht zwangsläufig jedes Mal komplett bestellt werden, wie die folgende Aufstellung zeigt.
| Bruttosekundärbedarf | alle benötigten Komponenten für das Enderzeugnis |
| + Zusatzbedarf | evtl. Ausschuss (Erfahrungswert) |
| = Erweiterter Bruttosekundärbedarf | |
| – Lagerbestand | was schon da ist muss nicht bestellt werden |
| – Bestellbestand | Mengen die schon im Zulauf sind |
| + reservierter Lagerbestand | zuvor reservierter Bestand darf nicht entnommen werden |
| + Sicherheitsbestand | eiserne Reserve sollte nur im Notfall angegriffen werden |
| = Nettosekundärbedarf |
Beispiel 1
Ein Kunde bestellt 200 Regale. Ein Regal besteht aus den folgenden Komponenten:
| Teil | benötigte Anzahl | Lagerbestand | reservierter Lagerbestand |
| Rückwand | 1 | 50 | – |
| Seitenteile | 2 | 100 | 50 |
| Regalbrett | 6 | 100 | – |
| Schrauben | 24 | 2000 | – |
| Schraubenmuttern | 24 | 2000 | – |
Erfahrungsgemäß fällt 5 % Ausschuss an.
Es ist der Bruttosekundärbedarf und der Nettosekundärbedarf zu ermitteln.
| Teil | Bruttosekundärbedarf | Nettosekundärbedarf |
| Rückwand | 210 | 160 |
| Seitenteile | 420 | 370 |
| Regalbrett | 1260 | 1160 |
| Schrauben | 5040 | 3040 |
| Schraubenmuttern | 5040 | 3040 |
Beispiel 2
Für folgende Strukturstückliste ist der Sekundärbedarf zu ermitteln. Es werden 200 Stück bestellt.
| Stufe | Anzahl | Teilenummer | |
| 1 | 2 | ||
| x | 1 | T1 | |
| x | 8 | T2 | |
| x | 4 | T4 | |
| x | 4 | T2 | |
| x | 8 | T3 | |
| x | 2 | T2 | |
| x | 2 | T5 | |
Hier ist zunächst darauf zu achten, dass einige Teile in verschiedenen Stufen des Produktes in verschiedener Anzahl vorkommen. Es hilft also, die Struktur zuvor aufzulösen und eine Mengenübersichtsstückliste zu erstellen. (Bruttosekundärbedarf)
| Teil | Bruttosekundärbedarf |
| T1 | 200 |
| T2 | 5600 |
| T3 | 1600 |
| T4 | 800 |
| T5 | 3200 |
Beispiel 3
Es sind 10 Tische bestellt. Es ist der Brutto- und Nettosekundärbedarf zu ermitteln. 10 % Ausschuss werden eingeplant.
| Teil | Bezeichnung | Menge |
| 380 120 | Tischbein komplett | 4 |
| 380 121 | Stahlrohr | 4 |
| 380 122 | Füße | 4 |
| 380 123 | Stahlring | 8 |
| 380 200 | Arbeitsplatte | 1 |
| 380 160 | Verbindung 1 | 4 |
| 380 161 | Verbindung 2 | 2 |
| 380 320 | Ablage | 1 |
| 380 150 | Blende komplett | 1 |
| 380 151 | Frontblende | 1 |
| 380 152 | Halterung | 4 |
Aus dem ERP System erhalten wir folgende Daten.
| 380 152 | |
| Sicherheitsbestand | 1200 |
| Lagerbestand | 24800 |
| Lager Reservierungen | 800 |
| Im Zulauf | 6000 |
| 380 122 | |
| Sicherheitsbestand | 50 |
| Lagerbestand | 360 |
| Lager Reservierungen | 60 |
| Im Zulauf | 120 |
| 380 121 | |
| Sicherheitsbestand | 50 |
| Lagerbestand | 300 |
| Lager Reservierungen | 40 |
| Im Zulauf | 160 |
| 380 123 | |
| Sicherheitsbestand | 600 |
| Lagerbestand | 1800 |
| Lager Reservierungen | 100 |
| Im Zulauf | 400 |
Es ist darauf zu achten, dass die Strukturliste zwei Unterbaugruppen enthält, die nicht beschafft werden müssen, da diese aus Einzelkomponenten bestehen. Rechnen wir das mal anhand des Teils 380 121 aus.
| Bruttosekundärbedarf | 4 · 10 = 40 |
| + Zusatzbedarf | 10 % = 4 |
| = Erweiterter Bruttosekundärbedarf | 44 |
| – Lagerbestand | 300 |
| – Bestellbestand | 160 |
| + reservierter Lagerbestand | 40 |
| + Sicherheitsbestand | 50 |
| = Nettosekundärbedarf | -326 |
Es sind folglich 326 Stahlrohre 380 121 übrig. Es müssen also keine bestellt werden.
| Teil | Bruttosekundärbedarf | Nettosekundärbedarf |
| 380 121 | 40 | -326 |
| 380 122 | 40 | -326 |
| 380 123 | 80 | -1412 |
| 380 200 | 10 | 11 |
| 380 160 | 40 | 44 |
| 380 161 | 20 | 22 |
| 380 320 | 10 | 11 |
| 380 151 | 10 | 11 |
| 380 152 | 40 | 44 |
Bei einigen Positionen haben wir keine Daten erhalten. Hier muss also der komplette erweiterte Bruttosekundärbedarf beschafft werden.
Bestellverfahren
Ist der Nettosekundärbedarf ermittelt, gibt es verschiedene Verfahren diesen zu decken.
Bedarfsbezogene Bestellung
- Es wird erst dann bestellt, wenn Bedarfe entstehen.
- Keine bis wenig Lagerhaltung
- Standard für Einzelfertiger
- Standard für A-Teile
- deterministisch
Terminbezogene Bestellung
Wird auch rhythmisches Bestellverfahren genannt.
- benötigte Menge wird regelmäßig in festgelegten Abständen bestellt
- Lagerbestand hat keinen direkten Einfluss auf den Zeitpunkt der Bestellung
- regelmäßige Bestandsüberprüfungen
Bestandsbezogene Bestellung
Hier wird bezogen auf den Bestand bestellt.
- Bestandskontrolle nach jedem Lagerabgang
- Bestellung wenn Mindestbestand unterschritten
Ermittlung der optimalen Bestellmenge
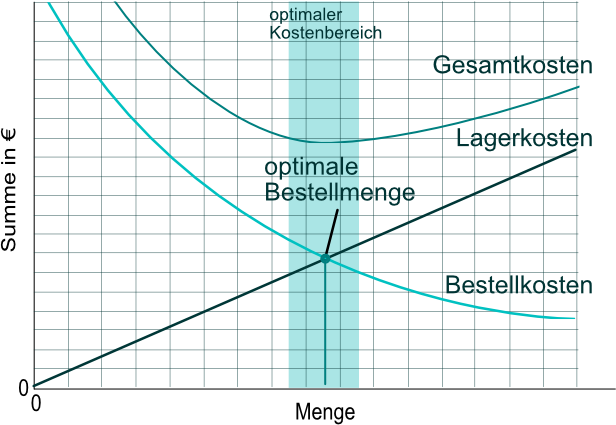
Die optimale Bestellmenge kann aus kostentechnischer Betrachtung anhand der Andler Formel ermittelt werden.
Formelzeichen
| Formelzeichen | Bezeichnung | Einheit |
| xopt | optimale Losgröße | – |
| xges | Gesamtbedarf pro Lagerung | – |
| xB | Bestellmenge | – |
| nopt | optimale Bestellhäufigkeit | – |
| KR | Rüstkosten | € |
| kH | Herstellungskosten pro Teil | € |
| KB | fixe Bestellkosten | € |
| kf | Planverrechnungskosten pro Teil | € |
| zl | Lagerzinssatz pro Teil | % |
| zKb | Zinssatz für Kapitalbildung | % |
| zL | Zinssatz für Lagerung | % |
| Δtp | optimale Wiederbeschaffungszeit | d, m, y |
| Tp | Zeitdauer einer Periode | d, m, y |
| ØBL | durchschnittlicher Lagerbestand | – |
| BS | Sicherheitsbestand | – |
| WL | Lagerwert | € |
| KL | Lagerhaltungskosten | € |
optimale Losgröße zur Lagerung von Eigenfertigungsteilen
optimale Losgröße zur Lagerung von Fremdbeschaffungsteilen
Lagerzinssatz pro Teil
optimale Bestellhäufigkeit
optimale Wiederbeschaffungszeit
durchschnittlicher Lagerbestand
Lagerwert
Lagerhaltungskosten
Beispiel
Ein Bauteil hat einen Bedarf von 480 Stück pro Woche, der Planverrechnungssatz beträgt 8,95 € pro Stück. Der Zinssatz für die Kapitalbildung wurde auf 13 % ermittelt und der Zinssatz für die Lagerhaltung mit 8 % eingepreist. Die festgesetzten Bestellkosten betragen 45 € pro Bestellung.
Hier wird von einer 5 Tage Woche ausgegangen.
Tabellarische Ermittlung
Durchschnittlicher Lagerbestand
Die optimale Bestellmenge kann auch tabellarisch ermittelt werden. Dazu orientieren wir uns am durchschnittlichen Lagerbedarf und dessen Kosten.
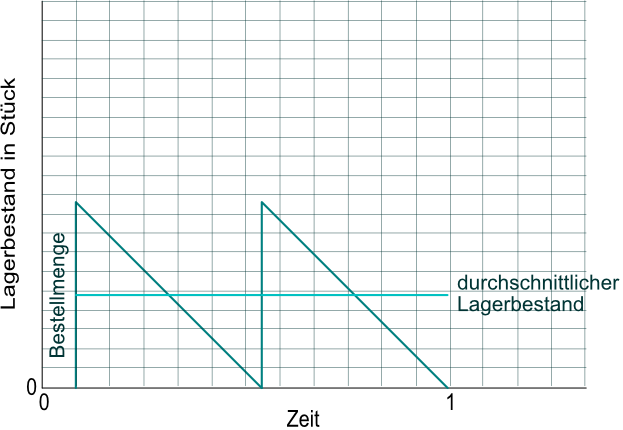
Wird eine Bestellung pro Jahr ausgelöst und der Bestand über ein Jahr wieder abgebaut, so beträgt der durchschnittliche Lagerbestand die Hälfte der Bestellmenge.
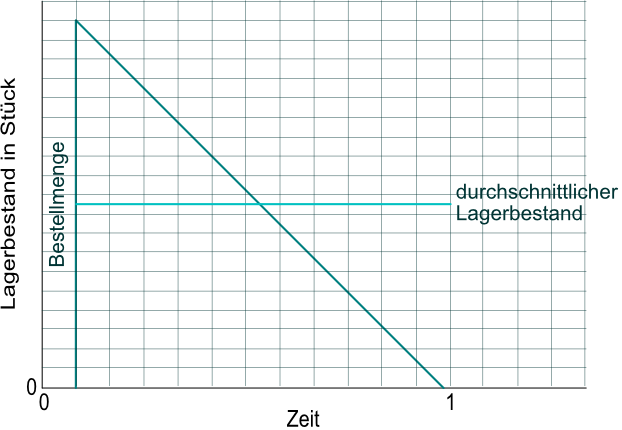
Daran ändert sich auch mit der Häufigkeit der Bestellungen nichts, nur dass das Lager häufiger geleert wird.
Lagerwert
Der Lagerwert ist das Produkt aus dem durchschnittlichen Lagerbestand und dem Preis pro Stück.
Lagerhaltungskosten
Kennen wir den Wert des Lagers, lassen sich daraus die Lagerhaltungskosten ermitteln in dem dieser mit dem Lagerhaltungssatz in % multipliziert wird.
sofern ein Faktor angegeben ist.
Beispiel
Es wurden 2400 Teile geliefert. Der Preis pro Stück beträgt 88,5 €. Wir benötigen 800 Stück im Jahr. Die Bestellkosten betragen 150 € und der Lagerhaltungssatz liegt bei 17 %. Es sollen maximal 24 Bestellungen pro Jahr ausgeführt werden.
| Anzahl Bestellungen in € | Bestellmenge in Stück (xges) | durschn. Lagerbestand in Stück (ØBL) | Lagerwert in € (WL) | Lagerhaltungskosten in € (KL) | Bestellkosten in € (KB) | Gesamtkosten in € (KG) |
| 1 | 2400 | 1200 | 106.200,00 € | 18.054,00 € | 150,00 € | 18.204,00 € |
| 2 | 1200 | 600 | 53.100,00 € | 9.027,00 € | 300,00 € | 9.327,00 € |
| 4 | 600 | 300 | 26.550,00 € | 4.513,50 € | 600,00 € | 5.113,50 € |
| 6 | 400 | 200 | 17.700,00 € | 3.009,00 € | 900,00 € | 3.909,00 € |
| 12 | 200 | 100 | 8.850,00 € | 1.504,50 € | 1.800,00 € | 3.304,50 € |
| 18 | 133,3333333 | 66,66666667 | 5.900,00 € | 1.003,00 € | 2.700,00 € | 3.703,00 € |
| 24 | 100 | 50 | 4.425,00 € | 752,25 € | 3.600,00 € | 4.352,25 € |
Die optimale Bestellmenge beträgt also bei 12 Bestellungen. Also ca. 200 Stück
