Typen der Fertigungsorganisation
Aufgliederung der Fertigungsorganisation in verschiedene Kategorien.
Bei beweglichen Produkten
Werkstattfertigung
Damit ist die Fertigung an einem einzelnen Arbeitsplatz in einer Werkstatt gemeint. Diese Art Fertigung ist im Handwerk üblich. In der Industrie jedoch nicht, deswegen wird hier nicht näher darauf eingegangen.
Werkstättenfertigung
In der Einzel- bzw. Kleinserienfertigung ist die Werkstättenfertigung üblich. Dabei wird an jedem Arbeitsplatz in einer Werkstatt jeweils einer bzw. einige weniger Arbeitsgänge am Bauteil verrichtet, ehe es an den nächsten Arbeitsplatz weitergegeben wird usw. Dies geschieht bis zur Auslieferung an den Kunden.
Das Problem ist, dass die Kapazitäten der Maschinen und Mitarbeiter jeweils ausgelastet sein sollen, damit diese kein totes Kapital darstellen. Andererseits dürfen sie zu Spitzenzeiten auch nicht überlastet werden, da Wartezeiten höhere Durchlaufzeiten bedeuten.
Um diesen Umstand entgegenzuwirken, werden oft Kapazitätsplanungen bzw. Maschinenbelegungspläne erstellt. Im Optimalfall regelt das ERP-System diese teilautomatisiert, anhand der zur Verfügung stehenden Ressourcen und den Fertigmeldungen der Mitarbeiter.
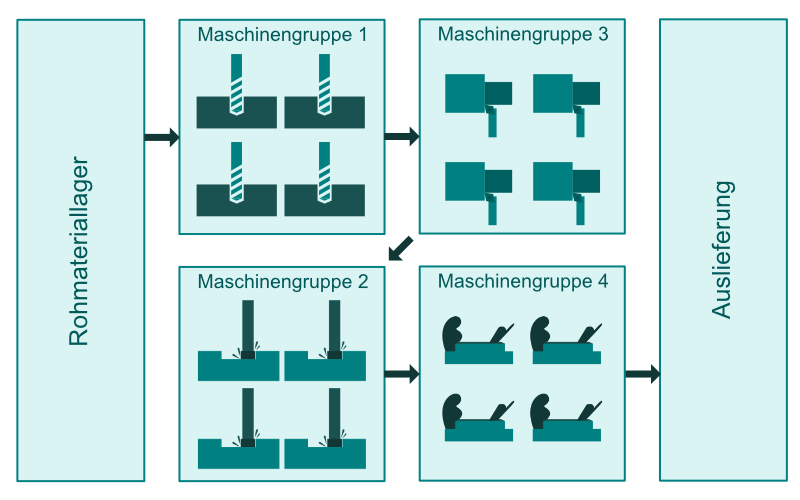
- Anordnung nach Maschinengruppen
- Zusammenfassung nach Bearbeitungsverfahren
Pros
- Flexible Nutzung der Mitarbeiter
- Flexible Nutzung der Maschinen
- Ausfälle können aufgefangen werden
- Universalmaschinen oft günstiger als viele Einzelmaschinen
- hohe Anpassungsfähigkeit an verschiedene Marktanforderungen
Cons
- ggf. lange Transportwege
- Umrüstungen an Maschinen oft teuer
- lange Durchlaufzeiten
- Großserien nur bedingt umsetzbar
- aufwendige Preiskalkulation nötig
- detaillierte Fertigungssteuerung erforderlich
- hohe Lohnkosten für flexible Facharbeiter
- Auslastungsrisiko (Kapazitäten zu gering / zu hoch)
Reihen- und Fließfertigung
Reihenfertigung
Bei der Reihenfertigung sind alle Arbeitsschritte zeitlich präzise aufeinander abgestimmt. Zwischen jedem Arbeitsplatz sind Pufferläger erforderlich.
Fließfertigung
Die Fließfertigung erfordert eine exakte zeitliche Bestimmung einzelner Arbeitsschritte. Dafür werden jedem Arbeitsgang spezifische Taktzeiten zugewiesen. Diese beschreibt die Zeit, in der jeweils eine Mengeneinheit fertiggestellt wird.
Beispiel: Die Arbeitszeit pro Tag beträgt 8 h also 480 min. Wenn nun 100 Einzelmengen pro Tag gefertigt werden sollen, so beträgt die Taktzeit 4,8 min
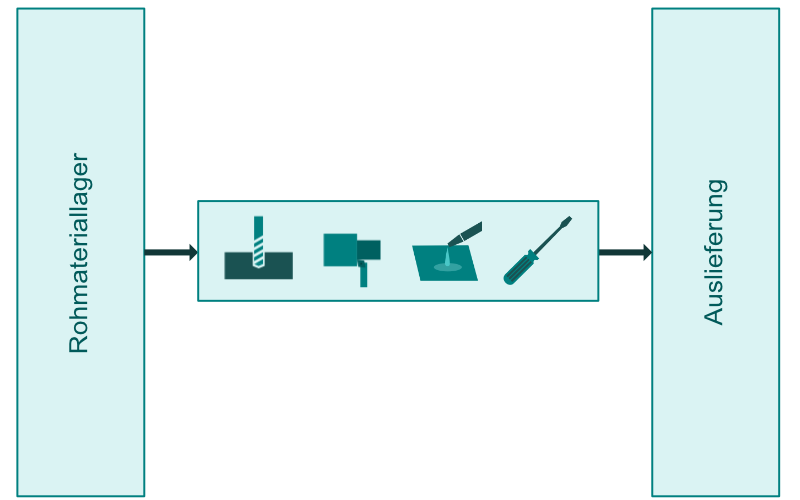
- feste Reihenfolge der Maschinen
- Gliederung nach Vorgangsfolge
Pros
- Es können Spezialmaschinen eingesetzt werden (Robotoren etc.)
- Es können weniger geschulte Mitarbeiter eingesetzt werden.
- Großserien möglich
- Fertigungsplanung nur ein Mal pro Serie notwendig
- Gleiches gilt für die Kalkulation
Cons
- Die Arbeit ist monoton
- körperliche Belastung einseitig
- Bei Ausfall von Spezialmaschinen sind hohe Ausfallzeiten und Kosten möglich
Gruppenfertigung
Die Gruppenfertigung kombiniert die Werkstättenfertigung und die Fließfertigung. Teilweise sind bestimmte Maschinen für Arbeitsgänge erforderlich. Diese werden mit anderen Bauteilen in einer Werkstatt kombiniert.
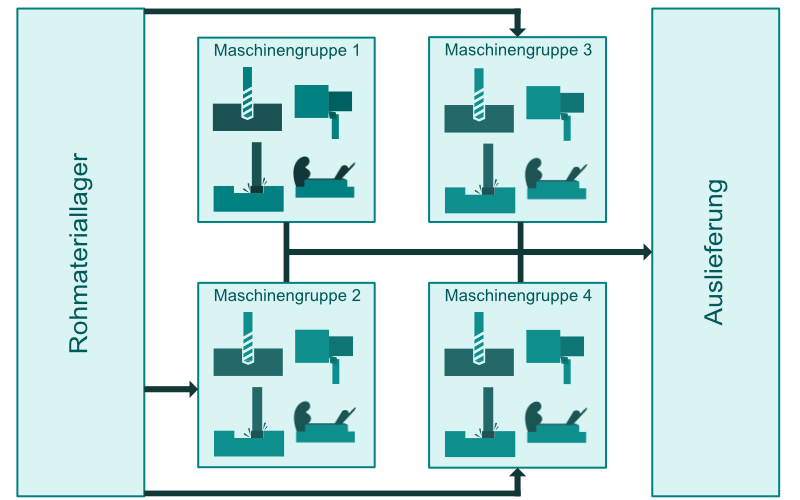
- Kombination aus Werkstätten- und Fließfertigung
- Gliederung nach Werkstückgruppen
Vorteile der Gruppenfertigung gegenüber der Werkstättenfertigung
- kürzere Transportwege
- schnellere Fertigungsdurchlauf
- geringere Kosten für Zwischenläger
- größere Übersichtlichkeit
Vorteile der Gruppenfertigung gegenüber der Fließ- und Reihenfertigung
- höhere Flexibilität
- weniger Monotonie
- geringer Störanfälligkeit
Bei unbeweglichen Produkten
Baustellenfertigung
Bei unbeweglichen Objekten wird das Produkt auf der Baustelle produziert. Das beste Beispiel ist sicherlich der Häuserbau.
